《雙聯(lián)齒輪加工工藝與夾具設(shè)計(jì)》由會(huì)員分享��,可在線閱讀����,更多相關(guān)《雙聯(lián)齒輪加工工藝與夾具設(shè)計(jì)(33頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1�、雙聯(lián)齒輪加工工藝及夾具設(shè)計(jì)
一���、課程設(shè)計(jì)題目
編制零件的工藝規(guī)程及設(shè)計(jì)夾具:
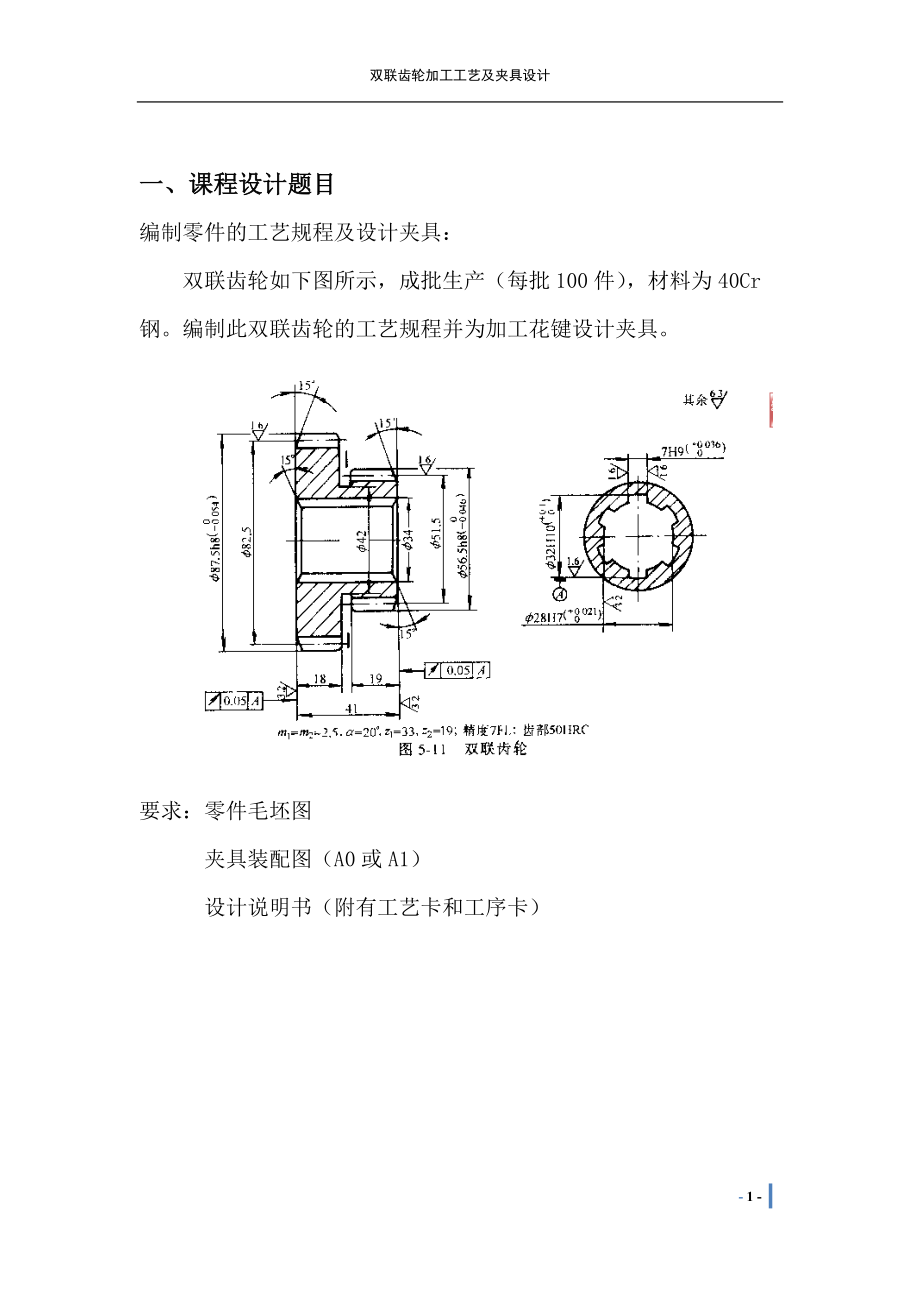
雙聯(lián)齒輪如下圖所示����,成批生產(chǎn)(每批100件)�����,材料為40Cr鋼��。編制此雙聯(lián)齒輪的工藝規(guī)程并為加工花鍵設(shè)計(jì)夾具��。
要求:零件毛坯圖
夾具裝配圖(A0或A1)
設(shè)計(jì)說明書(附有工藝卡和工序卡)
二���、雙聯(lián)齒輪的結(jié)構(gòu)特點(diǎn)與技術(shù)要求
1�、齒輪的結(jié)構(gòu)特點(diǎn)
圓柱齒輪一般分為齒圈和輪體兩部分����,根據(jù)齒輪輪體的結(jié)構(gòu)形狀來劃分可知圖1雙聯(lián)齒輪為盤類齒輪,有兩個(gè)齒圈�����,在齒圈上切出直齒齒形����,在輪體上帶有花
2、鍵孔�����。
2��、齒輪的技術(shù)要求
(1)齒輪端面對(duì)準(zhǔn)A的圓跳動(dòng)公差不超過0.05mm��,主要是保證端面平整光滑�����,雙聯(lián)是利用花鍵軸和花鍵孔進(jìn)行配合定位�����,因此必須保證花鍵孔的尺寸精度��。
雙聯(lián)齒輪之間嚙合要求嚴(yán)格�����,要保證雙聯(lián)齒輪的齒形準(zhǔn)確及同軸度較高。
(2)由于零件是雙聯(lián)齒輪�,軸向距離較小,根據(jù)生產(chǎn)綱領(lǐng)是選擇合理的加工工藝�。
(3)齒輪要求加工精度高,要嚴(yán)格控制好定位�����。
(4)Φ32的花鍵孔是一比較重要的孔�����,也是以后機(jī)械加工各工序中的主要定位基準(zhǔn)��。因此加工花鍵孔的工序是比較重要的���。要在夾具設(shè)計(jì)中考慮保證到此孔精度及粗糙度要求�����。
三���、工藝規(guī)程設(shè)計(jì)
(一)�、工藝過程分析
3�、
圖1為一雙聯(lián)齒輪,材料為40Cr�,精度為7FL級(jí)�,齒部50HRC
齒輪加工工藝過程大致要經(jīng)過如下幾個(gè)階段:毛坯熱處理、齒坯加工����、齒形加工、齒端加工���、齒面熱處理����、精基準(zhǔn)修正及齒形精加工等���。
加工的第一階段是齒坯最初進(jìn)入機(jī)械加工的階段�����。由于齒輪的傳動(dòng)精度主要決定于齒形精度和齒距分布均勻性�����,而這與切齒時(shí)采用的定位基準(zhǔn)(孔和端面)的精度有著直接的關(guān)系����,所以,這個(gè)階段主要是為下一階段加工齒形準(zhǔn)備精基準(zhǔn)��,使齒的內(nèi)孔和端面的精度基本達(dá)到規(guī)定的技術(shù)要求�����。在這個(gè)階段中除了加工出基準(zhǔn)外���,對(duì)于齒形以外的次要表面的加工��,也應(yīng)盡量在這一階段的后期加以完成����。
第二階段是齒形的加工����。對(duì)于不需要淬火的齒輪,一般來說
4�����、這個(gè)階段也就是齒輪的最后加工階段,經(jīng)過這個(gè)階段就應(yīng)當(dāng)加工出完全符合圖樣要求的齒輪來����。對(duì)于需要淬硬的齒輪,必須在這個(gè)階段中加工出能滿足齒形的最后精加工所要求的齒形精度�����,所以這個(gè)階段的加工是保證齒輪加工精度的關(guān)鍵階段��。應(yīng)予以特別注意��。
加工的第三階段是熱處理階段�。在這個(gè)階段中主要對(duì)齒面的淬火處理��,使齒面達(dá)到規(guī)定的硬度要求�。
加工的最后階段是齒形的精加工階段。這個(gè)階段的目的����,在于修正齒輪經(jīng)過淬火后所引起的齒形變形,進(jìn)一步提高齒形精度和降低表面粗糙度��,使之達(dá)到最終的精度要求。在這個(gè)階段中首先應(yīng)對(duì)定位基準(zhǔn)面(孔和端面)進(jìn)行修整�����,因淬火以后齒輪的內(nèi)孔和端面均會(huì)產(chǎn)生變形��,如果在淬火后直接采用這樣的孔和端
5�����、面作為基準(zhǔn)進(jìn)行齒形精加工���,是很難達(dá)到齒輪精度的要求的����。以修整過的基準(zhǔn)面定位進(jìn)行齒形精加工�����,可以使定位準(zhǔn)確可靠�����,余量分布也比較均勻����,以便達(dá)到精加工的目的�����。
(二)基準(zhǔn)的選擇
零件在加工����、測(cè)量和裝配過程中所采用的基準(zhǔn)稱為工藝基準(zhǔn)��。零件的尺寸精度需通過正確的定位才能保證�����,故對(duì)基準(zhǔn)的選擇予以分析�。
(1)粗基準(zhǔn)的選擇
按照粗基準(zhǔn)的選擇原則�����,選擇加工余量小的��、較準(zhǔn)確的���、表面質(zhì)量好的�、面積較大的毛面作粗基準(zhǔn)。因此選擇毛坯大端面作為粗基準(zhǔn)�。
(2)精基準(zhǔn)的選擇
粗加工完成后,選擇一孔(花鍵孔)兩面(端面和圓面)作為精基準(zhǔn)����。這樣就滿足了基準(zhǔn)重合的原則和互為基準(zhǔn)的原則。在加工某些表
6���、面時(shí)��,可能會(huì)出現(xiàn)基準(zhǔn)不重合�����,這時(shí)需要進(jìn)行尺寸鏈的換算���。
(三)、齒端加工
如圖2所示����,齒輪的齒端加工有倒圓、倒尖���、倒棱���,和去毛刺等���。倒圓、倒尖后的齒輪����,沿軸向滑動(dòng)時(shí)容易進(jìn)入嚙合。倒棱可去除齒端的銳邊�,這些銳邊經(jīng)滲碳淬火后很脆,在齒輪傳動(dòng)中易崩裂��。
圖2 齒端加工形式
用銑刀進(jìn)行齒端倒圓�����,如圖3所示����。倒圓時(shí)�����,銑刀在高速旋轉(zhuǎn)的同時(shí)沿圓弧作往復(fù)擺動(dòng)(每加工一齒往復(fù)擺動(dòng)一次)�����。加工完一個(gè)齒后工件沿徑向退出,分度后再送進(jìn)加工下一個(gè)齒端�。
圖3 齒端倒圓加工形式
齒端加工必須安排在齒輪淬火之前,通常多在滾(插)齒之后����。
(四)、精基準(zhǔn)修正
齒輪淬火后基準(zhǔn)孔產(chǎn)生變形����,
7、為保證齒形精加工質(zhì)量�,對(duì)基準(zhǔn)孔必須給予修正。
對(duì)外徑定心的花鍵孔齒輪���,通常用花鍵推刀修正�。推孔時(shí)要防止歪斜��,有的工廠采用加長(zhǎng)推刀前引導(dǎo)來防止歪斜�����,已取得較好效果����。
對(duì)圓柱孔齒輪的修正�����,可采用推孔或磨孔�����,推孔生產(chǎn)率高���,常用于未淬硬齒輪;磨孔精度高�,但生產(chǎn)率低,對(duì)于整體淬火后內(nèi)孔變形大硬度高的齒輪�,或內(nèi)孔較大、厚度較薄的齒輪�����,則以磨孔為宜�。磨孔應(yīng)以齒面定位,符合互為基準(zhǔn)原則��。
(五)工藝路線的擬定
工藝路線的擬定
為保證達(dá)到零件的幾何形狀�����、尺寸精度���、位置精度及各項(xiàng)技術(shù)要求���,必須制定合理的工藝路線。
由于生產(chǎn)綱領(lǐng)為批量生產(chǎn)����,所以采用通用機(jī)床配以專用的工、夾��、量具�,并
8、考慮工序集中�,以提高生產(chǎn)率和減少機(jī)床數(shù)量,使生產(chǎn)成本下降����。
工藝路線:
鍛造、正火
1粗車外圓及端面 2拉花鍵孔 3去毛刺
4精車外圓及端面 5檢驗(yàn) 6滾齒
7插齒 8倒角 9去毛刺
10剃齒 11
9�����、齒部高頻淬火 12推孔 13衍齒 14總檢
毛坯為鍛件,清理后進(jìn)行正火處理�����,以消除內(nèi)應(yīng)力機(jī)械切削加工性能�����,在毛坯車間�����,對(duì)其認(rèn)真檢驗(yàn)分析�,達(dá)到毛坯的技術(shù)要求,然后送到機(jī)械加工車間來加工�。
機(jī)械加工工藝過程卡
零件名稱
雙聯(lián)齒輪
方式
鍛造
毛坯
第 一 頁
零件生產(chǎn)批量
100
40Cr鋼
零件外形尺寸
大齒圈Φ87.5
小齒圈Φ56.5
工序號(hào)
工種
工序名稱
機(jī)床型號(hào)
夾具名稱
刀具名稱
輔助名稱
量 具
10
車
粗車外圓及端面留余量
10、1-1.5mm
CA6140
三抓卡盤
高速鋼車刀
游標(biāo)卡尺1500.02
20
車
鉆鏜花鍵孔至尺寸Φ28H7
C6136(專)
三抓卡盤
鉆擴(kuò)復(fù)合鉆Φ28
1-50mm內(nèi)徑千分尺
30
拉
拉花鍵孔至規(guī)格
L6120
拉床夾具
矩形花鍵拉刀
拉床夾頭
花鍵量規(guī)
40
鉗
去毛刺
50
車
上芯軸��,精車外圓��,端面及槽至設(shè)計(jì)尺寸
CA6140
上芯軸裝夾
高速鋼外圓���,端面及車槽刀
游標(biāo)卡尺1500.02
60
銑
滾齒(Z=33)留剃余量0.06-0.08mm
Y3150E
上芯軸裝夾
高速
11�、鋼剃前齒輪滾刀
CD320G光柵式多能單面嚙合檢查儀
70
銑
插齒(Z=19)留剃余量0.03-0.05mm
Y5132
上芯軸裝夾
盤形直齒插齒刀
CD320G光柵式多能單面嚙合檢查儀
80
車
倒角(1,2齒15o牙角)
CA6140
上芯軸裝夾
75o外圓車刀
90
鉗
去毛刺
100
銑
剃齒(Z=33)公法線長(zhǎng)度至尺寸上限
Y4232C
上芯軸裝夾
盤形剃齒刀
CD320G光柵式多能單面嚙合檢查儀
110
銑
剃齒(Z=19)公法線長(zhǎng)度至尺寸上限
Y4232C
上芯軸裝夾
盤形剃
12、齒刀
CD320G光柵式多能單面嚙合檢查儀
120
熱處理
齒部高頻淬火
130
銑
推孔
140
銑
珩齒
砂輪
�
(六)工序卡
工序名稱
工序簡(jiǎn)圖
粗車
中國(guó)礦業(yè)大學(xué)
第 1 頁
機(jī)床名稱
機(jī)床型號(hào)
車床
CA6140
毛坯材料
40Cr鋼
夾具名稱
三爪卡盤
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
10
粗車外圓
13�、及端面,留余量1-1.5mm
750
56.5
0.4
硬質(zhì)合金車刀
游標(biāo)卡尺150*0.02
工序名稱
工序簡(jiǎn)圖
鉆鏜花鍵孔
中國(guó)礦業(yè)大學(xué)
第 2 頁
機(jī)床名稱
車床
機(jī)床型號(hào)
C6136(專)
毛坯材料
40Cr鋼
夾具名稱
鉆Φ28孔夾具
輔助夾具
冷卻液
乳化液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕
(r∕min)
切削速度∕
(m∕min)
進(jìn)給量
(mm∕r∕min)
刀具名稱
量具名稱
20
鉆花鍵孔至尺寸Φ28H7
750
56.5
0.4
麻花
14���、鉆,YG8硬質(zhì)合金鏜刀
0-250內(nèi)徑千分尺
工序名稱
工序簡(jiǎn)圖
拉花鍵孔至規(guī)格
中國(guó)礦業(yè)大學(xué)
第 3 頁
機(jī)床名稱
拉床
機(jī)床型號(hào)
L6120
毛坯材料
40Cr鋼
夾具名稱
拉夾具
輔助夾具
冷卻液
乳化液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
30
拉花鍵孔至規(guī)格
280
3.6
2.5
矩形花鍵拉刀
花鍵量規(guī)
工序名稱
工序簡(jiǎn)
15����、圖
鉗工去毛刺
中國(guó)礦業(yè)大學(xué)
第 4 頁
工具名稱
銼刀
毛坯材料
40Cr鋼
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
40
鉗工去毛刺
銼刀
工序名稱
工序簡(jiǎn)圖
精車
中國(guó)礦業(yè)大學(xué)
第 5 頁
機(jī)床名稱
車床
機(jī)床型號(hào)
CA6140
毛坯材料
40Cr鋼
夾具名稱
三爪卡盤
輔助夾具
冷卻液
乳化液
序號(hào)
工序內(nèi)容
16、轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
50
上芯軸精車外圓�、端面及槽至要求
750
56.5
0.4
高速鋼車刀
游標(biāo)卡尺100*0.02
工序名稱
工序簡(jiǎn)圖
滾齒Z=33
中國(guó)礦業(yè)大學(xué)
第 6 頁
機(jī)床名稱
滾齒機(jī)
機(jī)床型號(hào)
Y3150E
毛坯材料
40Cr鋼
夾具名稱
上芯軸裝夾
輔助夾具
冷卻液
乳化液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具
17、名稱
60
滾齒(Z=33)留齒余量0.06-0.08mm
64
32.4
2.5
高速鋼滾刀
工序名稱
工序簡(jiǎn)圖
插齒Z=19
中國(guó)礦業(yè)大學(xué)
第 7 頁
機(jī)床名稱
插齒機(jī)
機(jī)床型號(hào)
Y5132
毛坯材料
40Cr鋼
夾具名稱
上芯軸裝夾
輔助夾具
冷卻液
油
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
70
插齒(Z=21)留齒余量0.04-0.06mm
18.3
0.32
高速鋼插刀
18���、
工序名稱
工序簡(jiǎn)圖
車倒角
中國(guó)礦業(yè)大學(xué)
第 8 頁
機(jī)床名稱
車床
機(jī)床型號(hào)
CA6140
毛坯材料
40Cr鋼
夾具名稱
上芯軸裝夾
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
80
車倒角(15o)
750
56.5
0.4
45o外圓車刀
游標(biāo)卡尺
工序名稱
工序簡(jiǎn)圖
鉗工去毛刺
中國(guó)礦業(yè)大學(xué)
第 9頁
機(jī)床
19���、名稱
機(jī)床型號(hào)
毛坯材料
40Cr鋼
夾具名稱
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
90
鉗工去毛刺
銼刀
工序名稱
工序簡(jiǎn)圖
剃齒Z=33
中國(guó)礦業(yè)大學(xué)
第 10頁
機(jī)床名稱
剃齒機(jī)
機(jī)床型號(hào)
Y4232C
毛坯材料
40Cr鋼
夾具名稱
上芯軸裝夾
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速
20、度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
100
剃齒(Z=33)
230
130
0.35
盤形剃齒刀
工序名稱
工序簡(jiǎn)圖
剃齒Z=19
中國(guó)礦業(yè)大學(xué)
第 11頁
機(jī)床名稱
機(jī)床型號(hào)
剃齒機(jī)
Y4232C
毛坯材料
40Cr鋼
夾具名稱
上芯軸裝夾
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
110
剃齒(Z=19)
230
13
21����、0
0.35
盤形剃齒刀
工序名稱
工序簡(jiǎn)圖
熱處理
中國(guó)礦業(yè)大學(xué)
第 12頁
機(jī)床名稱
電阻加熱爐
毛坯材料
45鋼
夾具名稱
淬火件掛鉤
輔助夾具
淬火介質(zhì)
水
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
120
齒部高頻淬火
控溫儀
工序名稱
工序簡(jiǎn)圖
推孔
中國(guó)礦業(yè)大學(xué)
第 13頁
22、
機(jī)床名稱
機(jī)床型號(hào)
毛坯材料
40Cr鋼
夾具名稱
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
130
修正花鍵底孔
工序名稱
工序簡(jiǎn)圖
珩齒
中國(guó)礦業(yè)大學(xué)
第 14頁
機(jī)床名稱
研磨機(jī)
機(jī)床型號(hào)
毛坯材料
40Cr鋼
夾具名稱
上心軸裝夾
輔助夾具
冷卻液
序號(hào)
工序內(nèi)容
轉(zhuǎn)數(shù)∕(r∕min)
切削速
23�、度∕(m∕min)
進(jìn)給量∕(mm∕r∕min)
刀具名稱
量具名稱
140
珩齒
280
20
0.0068
砂輪
四、機(jī)械加工余量��,工序尺寸及毛坯尺寸的確定
(一)、毛坯尺寸的確定�����,畫毛坯圖
雙聯(lián)齒輪是一些設(shè)備變速箱中�,通過與操縱機(jī)構(gòu)相結(jié)合,滑動(dòng)齒輪�,從而實(shí)現(xiàn)變速。要求配合精度較高���,力學(xué)性能較好����,且生產(chǎn)綱領(lǐng)是成批生產(chǎn)����,所以毛坯選用模鍛件,再給以正火處理�����,以消除鍛件在鍛造過程中的內(nèi)應(yīng)力���。
由文獻(xiàn)1��,該種鍛件的公差等級(jí)為CT7~9級(jí)��,故取CT為9級(jí)�����。
由文獻(xiàn)1可用查表法確定各表面的總余量��,但由于用查表法所確定的總余量與生產(chǎn)實(shí)際情況有些差距�,故
24�����、還應(yīng)根據(jù)工廠具體情況進(jìn)行適當(dāng)?shù)恼{(diào)整���。
由文獻(xiàn)1可查出鍛件主要尺寸的公差����,先將調(diào)整后的主要毛坯尺寸及公差���,如下表所示:
主要面尺寸
零件尺寸
總余量
毛坯尺寸
φ87.5外圓
87.5
5
92.5
Φ57.5外圓
57.5
4
61.5
41長(zhǎng)
41
5
46
18厚
18
3
21
23厚
23
2
25
花鍵孔
28
3
25
由此可繪出零件毛坯圖
(二)���、選擇工序加工余量
1.粗車外圓及端面,鉆鏜花鍵底孔至尺寸φ28
(1)已知φ87.5外圓長(zhǎng)度方向上的加工余量為3mm ,故分一次加工,長(zhǎng)度加工公差為IT11級(jí)�����,
25��、標(biāo)準(zhǔn)公差0.013mm�。
(2)進(jìn)給量《切削簡(jiǎn)明手冊(cè)》當(dāng)?shù)稐U尺寸為16mm25mm,ae≤3mm時(shí),以及工件直徑為Φ87.5時(shí)����,
按CA6140車床說明書 取。
由于存在間歇加工所以進(jìn)給量乘以
所以:實(shí)際進(jìn)給量
按CA6140 車床說明書
(3)計(jì)算切削速度�。按《切削簡(jiǎn)明手冊(cè)》表1.27 ,
切削速度的計(jì)算公式為(壽命選T=60min)
刀具材料YG6
查表得:Cv=158 xv=0.15 yv=0.4 M=0.2
修正系數(shù)Ko見《切削手冊(cè)》表1.28
kmv=1.15 kkv=0.8 kkrv=0.8 ksv=1.04
26�、 kBV=0.81
得:
(4)確定機(jī)床主軸轉(zhuǎn)速
按CA6140 車床說明書
所以實(shí)際切削速度
a、按機(jī)床進(jìn)給強(qiáng)度決定進(jìn)給量:根據(jù)表2.9 ,
當(dāng)
可確定����。
按CA6140車床說明書 取 。
所以實(shí)際切削速度
b����、鉆頭最大磨損量取0.8 ,壽命.
c���、切削速度 由《切削用量簡(jiǎn)明手冊(cè)》得 V=21m/min
由機(jī)床技術(shù)資料得和334.4接近的有280n/m和400n/min
取
取��。實(shí)際����。
d、 基本工時(shí)����,。
入切量及超切量由表 查出
所以
2��、擴(kuò)孔
刀具直徑�����;刀具幾何參數(shù)同上��。
由于兩孔直徑相差不大�����,為了節(jié)省
27�、停車和調(diào)換走刀量等輔助時(shí)間���,n和f都不變����,所以Tm同上
倒角刀具15锪鉆,由于兩孔直徑相差不大����,以表面粗度要不高手動(dòng)進(jìn)給。
3���、倒角
刀具:專用刀具���。此工序使用到專用刀具與手動(dòng)進(jìn)給。
檢驗(yàn)機(jī)床功率 按《切削用量簡(jiǎn)明手冊(cè)》表
可以查出 當(dāng)
按CA6140 車床說明書 主電機(jī)功率P=11kw
4 拉花鍵孔
單面齒升:根據(jù)有關(guān)手冊(cè)���,確定拉花鍵孔時(shí)花鍵拉刀的單面齒
為0.06mm,
拉削速度 v=0.06m/s(3.6m/min)
切削工時(shí)
式中:
Zb 單面余量2.5mm(由Φ27mm拉削到Φ32mm)�;
28�����、L 拉削表面長(zhǎng)度��,42mm�;
η 考慮校準(zhǔn)部分的長(zhǎng)度系數(shù)���,取1.2;
k 考慮機(jī)床返回行程系數(shù)�,取1.4 ;
v 拉削速度(m/min)����;
fz 拉刀單面齒升;
Z 拉刀同時(shí)工作齒數(shù)���,Z=l/p�����;
P 拉刀齒距。�����。
∴拉刀同時(shí)工作齒數(shù)
∴其本工時(shí)
5.齒輪加工
(1)滾齒加工33齒
由文獻(xiàn)2表
V=312/T0.33S0.5
N=0.124s0.9m1.7/D
S=2.5���,T=240min����,m=4
(2)插齒加工19齒
由文獻(xiàn)2表10-174
V=49/T0.2s0.5m0.3
29、N=17910-4sm2/20.11
又由文獻(xiàn)2表10-189,10-192
S=0.32�����,T=300min���,
代入上式得
V=18.3m/min����,
P=0.062kw
由(1)���、(2)計(jì)算它們均小于機(jī)床所能提供的功率����,故符合要求����。
6.齒部高頻淬火
7.珩齒
精磨工件,砂輪寬度b=2mm
縱向進(jìn)給量:
工作臺(tái)單行程的橫向進(jìn)給量
五�����、花鍵加工夾具設(shè)計(jì)
夾具是一種裝夾的工藝裝備�,廣泛的應(yīng)用在機(jī)械加工���、裝配、檢驗(yàn)���、熱處理�����、焊接等工藝過程中��。
在機(jī)械加工過程中����,為了使加工的工件符合圖樣要求��,就必須使工件相對(duì)于
30�、機(jī)床和刀具的位置正確,并保持其位置不變���。這就要用到夾具。
機(jī)床夾具可以保證工件加工精度�����,穩(wěn)定產(chǎn)品質(zhì)量;擴(kuò)大機(jī)床使用范圍����,充分發(fā)揮機(jī)床潛力;縮短裝夾時(shí)間�,提高勞動(dòng)生產(chǎn)率;減輕工人的勞動(dòng)強(qiáng)度等��。機(jī)床夾具分為通用夾具�����、專用夾具�����、組合夾具和可調(diào)夾具�����,本次設(shè)計(jì)的夾具是用來加工花鍵���,屬于專用夾具��。夾具由定位元件�,夾緊元件等組成。
一���、 工件在夾具中的定位
設(shè)計(jì)的夾具����,工件以圓柱孔和端面定位�����,定位基準(zhǔn)是夾具上端面和圓柱孔內(nèi)表面���。造成定位誤差的原因有兩個(gè)�,一是定位基準(zhǔn)與工序基準(zhǔn)不重合�;二是定位基準(zhǔn)與限位基準(zhǔn)不重合。
二��、 工件的夾緊
工件的夾緊采用球面壓板���,通過兩個(gè)螺栓壓緊壓板�,是球
31����、面壓板能平衡的壓緊工件使工件在有較好精度的同時(shí),又能使成本降低結(jié)構(gòu)簡(jiǎn)單��。因?yàn)樵谘b卸工件時(shí)����,擰螺母可能使螺栓打滑,需要工人用扳手從下面固定螺栓�,而在留扳手工作余地時(shí)需要在底下留足夠的空間,要開兩個(gè)空間��,所以只能用兩個(gè)螺栓�,因此降低了夾緊力的平衡,降低了加工精度�����。
六���、主要參考文獻(xiàn)
1����、《金屬切削機(jī)床夾具設(shè)計(jì)手冊(cè)》�;上海柴油機(jī)廠編��;機(jī)械工業(yè)出版社
2���、《機(jī)械制造工藝與夾具》;卞洪元編�����;北京理工大學(xué)出版社
3��、《機(jī)械制造技術(shù)基礎(chǔ)課程設(shè)計(jì)》���;陳立德編�����; 等教育出版社
4����、《機(jī)械制造工程原理》���;馮之敬編�����;清華大學(xué)出版社
5����、《現(xiàn)代機(jī)床夾具設(shè)計(jì)》����、《現(xiàn)代機(jī)床夾具典型結(jié)構(gòu)圖冊(cè)》;吳拓編�����;化學(xué)工業(yè)
32��、出版社
6�、《機(jī)床夾具設(shè)計(jì)手冊(cè)》;楊黎明編��;國(guó)防工業(yè)出版社
七���、課程設(shè)計(jì)心得
本次的課程設(shè)歷時(shí)3周�,獨(dú)立完成�����,從各方面搜集資料再以自己的思路有所創(chuàng)新,發(fā)現(xiàn)自己學(xué)過的教材才是根本����,只有熟悉了解掌握了教材,才能找到方向��,只有詳細(xì)查閱了教材��,才能從書中得到設(shè)計(jì)的開端�,網(wǎng)絡(luò)是一個(gè)巨大的學(xué)習(xí)平臺(tái),從中可以找到好多設(shè)計(jì)思路�����,剛開始沒有一點(diǎn)頭緒���,等找到了思緒��,設(shè)計(jì)思路就立刻在腦中形成����,就可以馬上開工���,有了思路后就和同學(xué)一起去圖書館�,借相關(guān)資料,找到對(duì)自己設(shè)計(jì)有力的知識(shí)點(diǎn)�,書上的東西雖然是基礎(chǔ)的,但有了基礎(chǔ)我們才能向更深的領(lǐng)域邁進(jìn)�,沒有這個(gè)基礎(chǔ)我們永遠(yuǎn)都不會(huì)享受到成功的喜悅。設(shè)計(jì)時(shí)要把大部分時(shí)間花在設(shè)計(jì)思路上�����,只有思路清晰了才能有序的進(jìn)行下一部工作��,在繪制各種零件圖或毛坯圖的時(shí)候����,思想要集中因?yàn)閳D紙比較繁瑣���,一點(diǎn)點(diǎn)的忽略就可能導(dǎo)致圖紙的錯(cuò)誤���,從機(jī)械圖的繪制又重新復(fù)習(xí)了一次CAD,這種基礎(chǔ)工具要經(jīng)常要上手�����,不然就會(huì)忘記����,總之經(jīng)歷了3周的課程設(shè)計(jì)��,掌握了自己好久所沒法學(xué)習(xí)到的知識(shí)�����,在此非常感謝輔導(dǎo)老師對(duì)我們的教導(dǎo)�。
- 33 -
 雙聯(lián)齒輪加工工藝與夾具設(shè)計(jì)
雙聯(lián)齒輪加工工藝與夾具設(shè)計(jì)