《機(jī)械CAD-CAM技術(shù)知識點(diǎn)復(fù)習(xí)》由會員分享�����,可在線閱讀�,更多相關(guān)《機(jī)械CAD-CAM技術(shù)知識點(diǎn)復(fù)習(xí)(3頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索���。
1���、精選優(yōu)質(zhì)文檔-----傾情為你奉上
1.CAE技術(shù)一般用于如下設(shè)計(jì)領(lǐng)域:(1)產(chǎn)品結(jié)構(gòu)分析��。(2)優(yōu)化設(shè)計(jì)����。(3)仿真模擬����。P3
2.CAM技術(shù):P4
廣義CAM:一般指利用計(jì)算機(jī)輔助完成從毛坯設(shè)計(jì)到產(chǎn)品制造完成全過程的直接和間接的各種生產(chǎn)活動。
俠義CAM:通常是指數(shù)控程序的編制��,包括刀具路徑的規(guī)劃��、刀位文件的生成�、刀具軌跡的仿真、后置處理以及數(shù)控代碼生成等作業(yè)過程����。
3.CAD/CAM系統(tǒng)的作業(yè)過程:計(jì)算機(jī)輔助設(shè)計(jì)(CAD)→計(jì)算機(jī)輔助工程分析(CAE)→計(jì)算機(jī)輔助工藝設(shè)計(jì)(CAPP)→計(jì)算機(jī)輔助制造(CAM) P5;計(jì)算機(jī)輔助工藝設(shè)計(jì)(CAPP)是連接CAD與CAM之間的橋梁�����。
2�����、
4. CAD/CAM系統(tǒng)的硬件:計(jì)算機(jī)主機(jī)��、輸入設(shè)備���、輸出設(shè)備��、存儲器����、生產(chǎn)裝備以及計(jì)算機(jī)網(wǎng)絡(luò)��。P8
5. CAD/CAM系統(tǒng)的軟件:系統(tǒng)軟件�����、支撐軟件�����、應(yīng)用軟件��。P11
6.常用CAD/CAM軟件系統(tǒng):(1)UG系統(tǒng)(2)Solidworks特征建模系統(tǒng)(3)MasterCAM數(shù)控編程系統(tǒng)(4)ANSYS有限元分析系統(tǒng)(5)CAXA系列軟件系統(tǒng) P13
7.CAD/CAM技術(shù)發(fā)展歷程:P15
(1)20世紀(jì)40年代世界第一臺計(jì)算機(jī)問世����。
(2)1952年CAM技術(shù)誕生��。
(3)20世紀(jì)40年代初期����,交互CAD技術(shù)的初期萌芽期���,后期�,處于誕生階段����。
8.工程數(shù)表的類型和處
3、理技術(shù):P38
(1)常數(shù)數(shù)表:各種材料的力學(xué)性能�����、標(biāo)準(zhǔn)零件的尺寸參數(shù)�����。
(2)列表函數(shù):是用以表達(dá)某些工程問題參數(shù)之間的函數(shù)關(guān)系���,如三角函數(shù)表����、離散的實(shí)驗(yàn)數(shù)表
對于常數(shù)數(shù)表而言�����,可借助于計(jì)算機(jī)算法語言中的數(shù)組定義�、數(shù)組賦值的方法對一維數(shù)表、二維數(shù)表或多維數(shù)表進(jìn)行程序化處理��。對于數(shù)據(jù)量較大��,且需要數(shù)據(jù)的共享的可將這些數(shù)表建立數(shù)據(jù)文件或存入數(shù)據(jù)庫之中���。
對于列表函數(shù)��,可進(jìn)行公式化處理���。
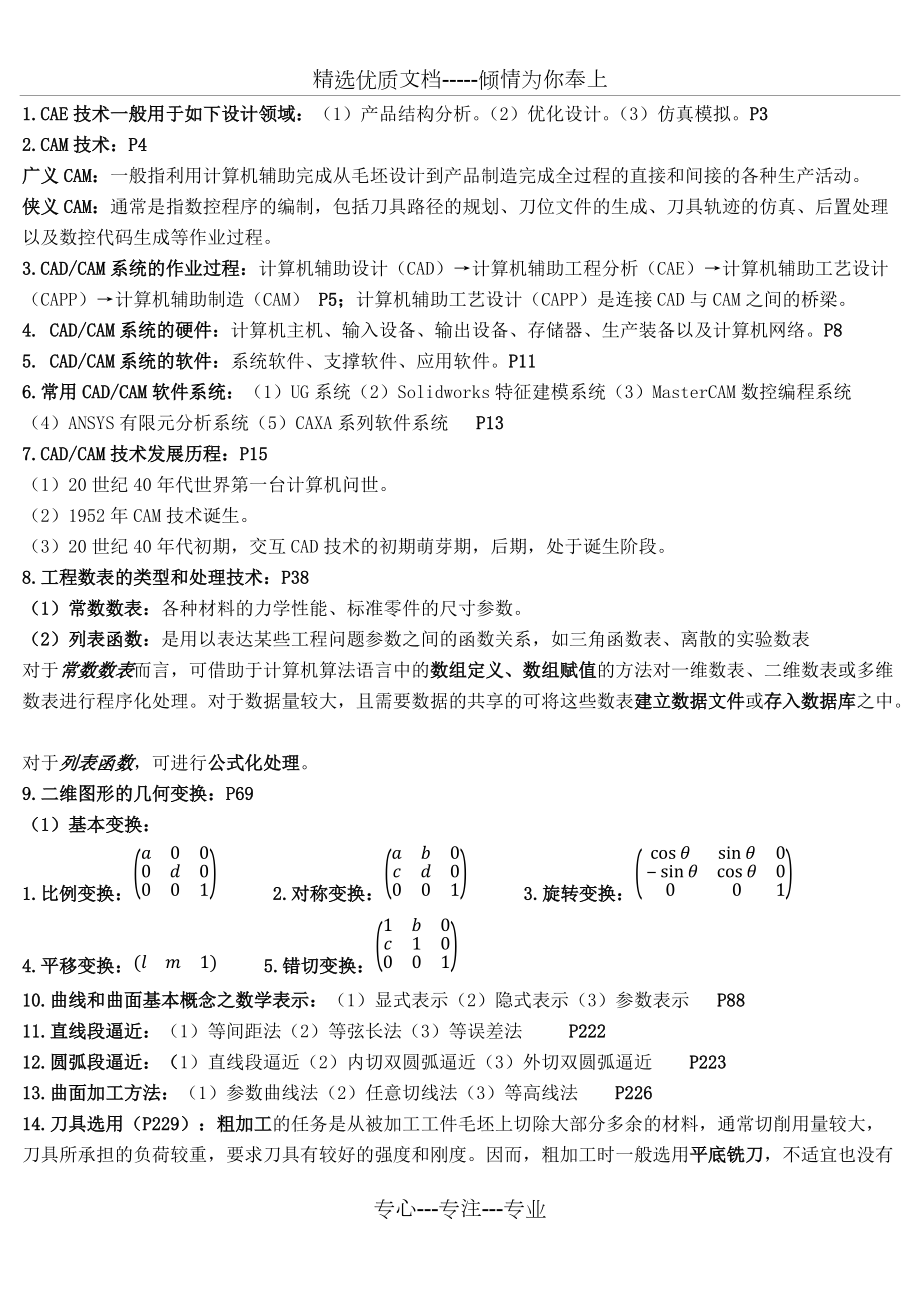
9.二維圖形的幾何變換:P69
(1)基本變換:
1.比例變換:a000d0001 2.對稱變換:ab0cd0001 3.旋轉(zhuǎn)變換:cosθsinθ0-sinθcosθ0001
4、
4.平移變換:lm1 5.錯切變換:1b0c10001
10.曲線和曲面基本概念之?dāng)?shù)學(xué)表示:(1)顯式表示(2)隱式表示(3)參數(shù)表示 P88
11.直線段逼近:(1)等間距法(2)等弦長法(3)等誤差法 P222
12.圓弧段逼近:(1)直線段逼近(2)內(nèi)切雙圓弧逼近(3)外切雙圓弧逼近 P223
13.曲面加工方法:(1)參數(shù)曲線法(2)任意切線法(3)等高線法 P226
14.刀具選用(P229):粗加工的任務(wù)是從被加工工件毛坯上切除大部分多余的材料��,通常切削用量較大�,刀具所承擔(dān)的負(fù)荷較重,要求刀具有較好的強(qiáng)度和剛度�。因而����,粗加工時(shí)一般選用平底
5���、銑刀���,不適宜也沒有必要選用球頭銑刀進(jìn)行數(shù)控加工。此外����,粗加工時(shí)刀具直徑盡可能選大一些,以便加大切削用量����,提高粗加工生產(chǎn)效率。精加工的主要任務(wù)是獲得工件最終加工表面����,并滿足給定的精度要求。通常��,精加工的切削用量較小����,刀具所承受的負(fù)荷輕����,其刀具選擇主要是根據(jù)被加工表面的形狀特征確定�,可選用平底銑刀、球頭銑刀或圓角銑刀�。在滿足形狀特征要求前提下�,優(yōu)先選用平底銑刀,因平底銑刀成本低��,端刃強(qiáng)度高�。在曲面加工時(shí),若曲面屬于直紋曲面或凸形曲面��,應(yīng)盡量選擇圓角銑刀��,而少用球頭銑刀��。
從理論上講�,精加工時(shí)球頭銑刀的半徑大小應(yīng)根據(jù)加工型面的最小曲率半徑確定。若如此選擇精加工刀具�,將導(dǎo)致刀具直徑偏小,大大增加走刀
6�、次數(shù),不僅影響加工效率,同時(shí)小直徑刀具磨損也比較快�����。所以���,即使是精加工�,刀具的選用也應(yīng)由小到大逐步過渡�,即先用大直徑刀具完成大部分面的加工,再用小直徑刀具進(jìn)行清角或局部加工��。
15.CAPP專家系統(tǒng)的組成:(1)工藝知識庫(2)工藝推理機(jī)(3)知識獲取模塊(4)解釋模塊(5)用戶接口模塊(6)動態(tài)數(shù)據(jù)庫 P197
16.工藝知識的表示:(1)產(chǎn)生式規(guī)則表示法(2)謂詞邏輯表示法(3)框架表示法(4)語義網(wǎng)絡(luò)表示法(5)面對對象的知識表示法 P199
17.程序參數(shù)化繪圖(P81):采用程序參數(shù)化繪圖可實(shí)現(xiàn)圖形的自動繪制��,大大提高了圖形繪制的效率��,可與分析計(jì)算程序模塊結(jié)合�����,實(shí)現(xiàn)產(chǎn)
7���、品的自動化設(shè)計(jì)�����。它的局限性:即每個圖形的繪制均需要進(jìn)行程序編制�����,需要用戶具有一定的編程基礎(chǔ)���。
采用程序參數(shù)化繪圖一個重要步驟是圖形參數(shù)的確定����。任何一個幾何圖形的描述至少應(yīng)包含兩個參數(shù):一是幾何參數(shù)����,用以確定圖形的尺寸和形狀����;二是定位參數(shù),用以確定圖形的坐標(biāo)位置�,有些圖形往往還需要給出旋轉(zhuǎn)參數(shù),用以進(jìn)一步確定其方位�。
18.數(shù)據(jù)管理模式:CAD/CAM系統(tǒng)的數(shù)據(jù)管理也經(jīng)歷了文件管理、數(shù)據(jù)庫管理����、產(chǎn)品數(shù)據(jù)管理等多種數(shù)據(jù)管理模式的發(fā)展過程。 P32
19.函數(shù)插值:(1)線性插值(2)拋物線插值(3)拉格朗日插值 P45
20.函數(shù)擬合(又稱為曲線擬合):是列表函數(shù)數(shù)表公式化的
8、一種常用的處理方法����。通過函數(shù)擬合所得到的數(shù)學(xué)公式(曲線)不要求嚴(yán)格通過所給結(jié)點(diǎn),而僅反映出已知結(jié)點(diǎn)數(shù)據(jù)的一種變化趨勢��。
函數(shù)擬合有多種算法����,最常用的為最小二乘法。最小二乘法思想為:根據(jù)已知結(jié)點(diǎn)的坐標(biāo)分布�����,擬合一個趨勢函數(shù)或趨勢曲線����。 P46
21.歐拉公式:正則形體可通過正則集合運(yùn)算來保證,也可以借助于歐拉公式來檢驗(yàn)其有效性�����。
V-E+F=2 其中:V為形體所包含的定點(diǎn)數(shù)���;E為形體擁有的棱邊數(shù)����;F為形體包含的面數(shù)。P108
22.Bezier曲線的幾何特征:(1)端點(diǎn)特性(2)凸包性(3)幾何不變性(4)全局控制性 P94
23. CAD/CAM建?�;局R——機(jī)械產(chǎn)品模型
9���、蘊(yùn)含的信息:P105-107
(1)幾何信息:指構(gòu)成產(chǎn)品結(jié)構(gòu)中的點(diǎn)����、線��、面����、體等各幾何元素在歐氏空間中的位置和大小。幾何信息可用數(shù)學(xué)表達(dá)式進(jìn)行定量描述��,也可用不等式對其邊界范圍加以限制���。
(2)拓?fù)湫畔ⅲ菏欠从钞a(chǎn)品結(jié)構(gòu)中各幾何元素的數(shù)量及其相互間的連接關(guān)系。任何形體是由點(diǎn)�����、線、面�、體等各種不同幾何元素所構(gòu)成的,各元素之間的連接關(guān)系可能是相交����、相切、相鄰�����、垂直��、平行等���。
對于幾何元素完全相同的形體����,若各自拓?fù)潢P(guān)系不同�����,則由這些相同幾何元素構(gòu)成的形體可能完全不同�����。
(3)非幾何信息:是指除產(chǎn)品結(jié)構(gòu)的幾何信息和拓?fù)湫畔⒅獾男畔ⅲóa(chǎn)品的物理屬性和工藝屬性等�。如產(chǎn)品質(zhì)量、性能參數(shù)�、
10、尺寸公差�、表面粗糙度和技術(shù)要求。
24.刀具運(yùn)動控制面:零件面�、導(dǎo)動面、檢查面����。P215
25.曲面建模方法:(1)平面(2)線性拉伸面(3)直紋面(4)回轉(zhuǎn)面(5)掃成面(6)圓角面(7)等距面(8)參數(shù)曲面 P113
26.特征建模基本方法:(1)交互特征定義建模(2)特征自動識別建模(3)基于特征設(shè)計(jì)建模 P123
27.CAPP系統(tǒng)類型:(1)交互式CAPP系統(tǒng)(2)檢索式CAPP系統(tǒng)(3)派生式CAPP系統(tǒng)(4)創(chuàng)成式CAPP系統(tǒng)(5)綜合式CAPP系統(tǒng)(6)CAPP專家系統(tǒng) P182
28.實(shí)體建模的表示方法:(1)邊界表示法(2)幾何體素構(gòu)造法(3)綜合表示法 P116
專心---專注---專業(yè)
 機(jī)械CAD-CAM技術(shù)知識點(diǎn)復(fù)習(xí)
機(jī)械CAD-CAM技術(shù)知識點(diǎn)復(fù)習(xí)